NASA’s Mars Sample Return Earth Entry Vehicle is engineered to slam into Earth’s surface at approximately 110 mph — with no parachute deployment for the final descent phase — making impact protection the mission’s last critical engineering challenge. To keep potentially billions of dollars of irreplaceable Martian geology intact across that violent deceleration, NASA’s Jet Propulsion Laboratory has turned to a solution that would have been impossible to manufacture just a decade ago: a 3D-printed titanium lattice structure designed to absorb and redirect crash energy before it can reach the sample tubes sealed inside.
What Is Mars Sample Return — and Why Does the Landing Matter So Much?
Mars Sample Return is a joint NASA and European Space Agency campaign to retrieve rock and regolith cores drilled and cached by the Perseverance rover, then deliver those materials to Earth for laboratory analysis — a first in the history of planetary science. The mission represents one of the most technically complex robotic endeavors ever attempted, and its scientific payoff is correspondingly high: direct study of Martian geology in terrestrial laboratories, using instruments far too large and sensitive to send to Mars, could shed light on whether the planet once hosted liquid water long enough to support microbial life.
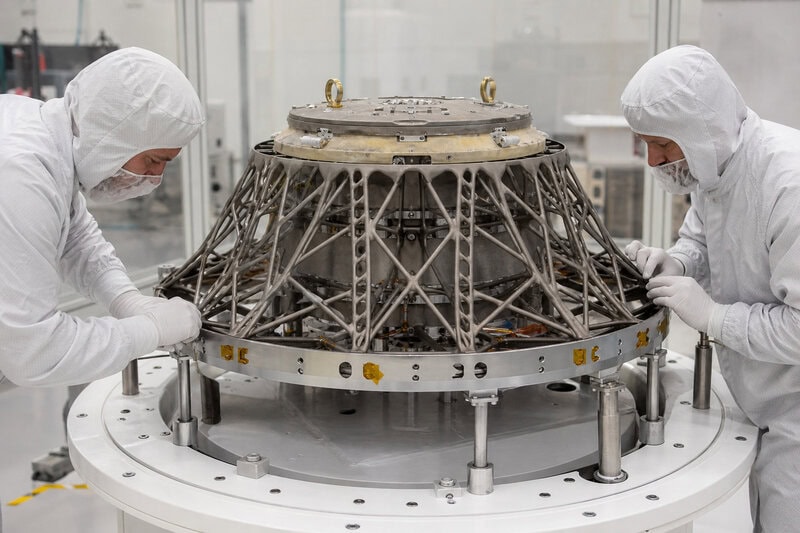
At the center of the return leg is the Earth Entry Vehicle, or EEV — a compact, hardened capsule designed to separate from the spacecraft, enter Earth’s atmosphere unguided, and reach the surface without a conventional soft-landing system. Unlike the airbag-cushioned rovers or parachute-slowed crewed capsules of past missions, the EEV relies on passive aerodynamics and an internal impact-protection architecture to keep its cargo safe. NASA JPL leads the engineering of the EEV as part of the broader Mars Sample Return architecture currently in development.
The landing challenge is unlike anything previously attempted in planetary sample return. The samples inside the EEV are fragile, scientifically irreplaceable, and sealed both to prevent any contamination of Earth’s biosphere and to preserve the integrity of the Martian material itself. A failed or structurally compromised landing could erase decades of scientific work in milliseconds — which is why the impact-protection system is not an afterthought but a primary engineering focus from the outset.
The Engineering Problem: Surviving a No-Parachute Impact
At roughly 110 mph, the EEV must decelerate from full impact velocity to zero across a very short distance. That deceleration generates extreme g-forces — the same forces that crush objects in high-speed collisions — and conventional padding materials struggle to manage them without either bottoming out (compressing fully and transmitting the remaining force directly to the payload) or producing destructive peak loads at the moment of first contact.
The core concept engineers work to achieve is called energy attenuation: a good impact absorber does not simply cushion a blow — it converts kinetic energy into controlled, progressive deformation at a predictable rate, keeping the peak force experienced by the protected payload below its damage threshold throughout the entire deceleration event. That distinction between a spike of force and a managed plateau is the difference between intact sample tubes and shattered ones.
JPL faced a specific material dilemma in designing the EEV’s protection system. Aluminum honeycomb and polymer foams, which have served as impact absorbers on past missions, offer limited tunability. Their crushing behavior is largely fixed once the material is manufactured, and both can fail unpredictably under oblique impacts — the kind that are statistically likely when an unguided capsule descends onto uneven terrain. The solution JPL pursued had to be simultaneously lightweight enough to fit within the mass budgets of an interplanetary spacecraft, durable enough to survive launch and years of deep-space transit, and precisely engineered to crush at exactly the right rate on impact. Those intersecting constraints pointed toward a manufacturing approach that conventional machining or casting simply cannot deliver.
The Innovation: A 3D-Printed Titanium Lattice as a Crushable Structure
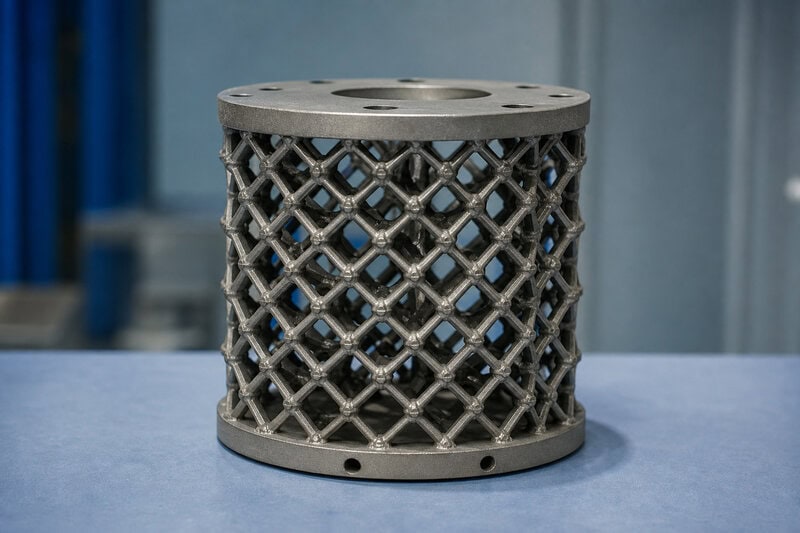
At the AMAA 2026 conference, NASA JPL detailed its 3D-printed crushable titanium lattice structure — positioned inside the Earth Entry Vehicle to serve as the primary energy attenuator protecting the sample tubes during impact. The design is enabled by additive manufacturing techniques that were not available to the engineers who designed previous sample return capsules.
The specific process JPL employed is called powder bed fusion, or PBF. In PBF, a high-powered laser selectively melts metal powder layer by layer, building intricate internal geometries — such as the repeating strut-and-node architecture of a lattice — that would be impossible to produce by machining solid metal or pouring a mold. The result is a structure with carefully defined internal geometry, where every strut, node, and cell wall is placed exactly where the design requires it.
Titanium was selected for sound engineering reasons. It offers an exceptional strength-to-weight ratio, does not become brittle in the cold of deep space or under rapid loading conditions, and can be printed via PBF with fine geometric control. That control is what allows engineers to dial in precisely how the lattice deforms when subjected to a given force — a level of mechanical programmability that solid metal blocks or conventional foams cannot match.
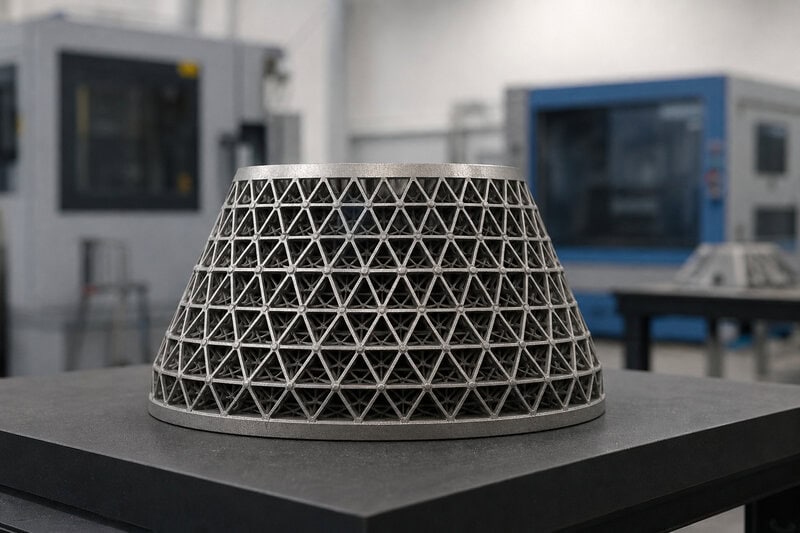
The mechanical principle at work is called plateau stress response. When the EEV hits the ground, the lattice cells are designed to collapse progressively — strut by strut, layer by layer — spreading the deceleration event over a longer time window and maintaining a nearly constant crushing force rather than producing a sudden destructive spike. This progressive, controlled collapse is precisely the behavior needed to keep peak loads on the sample tubes within survivable limits throughout the impact sequence.
Why Additive Manufacturing Changes the Engineering Calculus
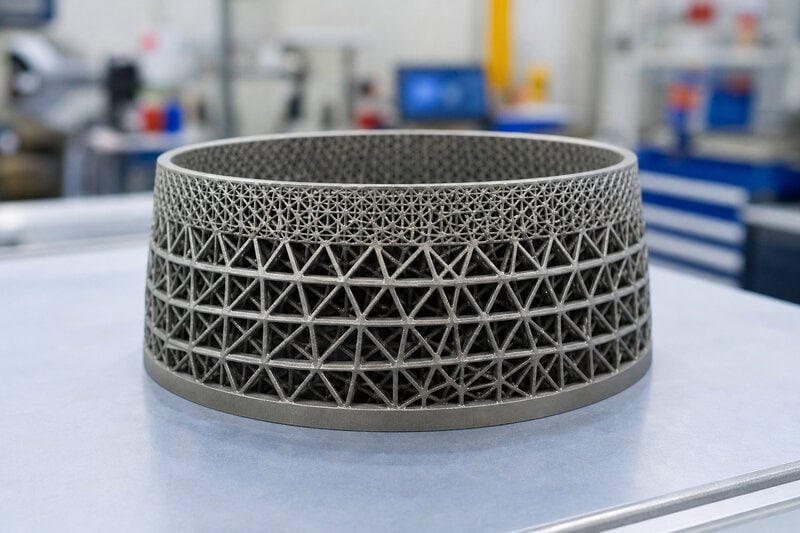
The design freedom unlocked by powder bed fusion goes well beyond simply reproducing an existing shape in a new material. JPL engineers can vary cell size, wall thickness, strut angle, and overall density continuously across the volume of the lattice, creating a graded structure that responds differently at the outer impact face than at the inner surface nearest the sample tubes. A region of the lattice closer to the ground contact point can be engineered to begin crushing first and absorb the initial energy spike, while an inner region maintains greater structural integrity to protect the payload throughout the remainder of the deceleration sequence. This kind of spatial customization is not achievable with stamped, machined, or conventionally cast components.
There is also a meaningful development-cycle advantage. Because PBF builds parts directly from a digital model, engineers can iterate and test multiple distinct lattice geometries — both computationally and physically — in the time it would take to machine a single conventional prototype. This rapid iteration capability compresses the design timeline substantially and allows engineers to explore geometries they might never have considered feasible under traditional manufacturing constraints.
Mass is another critical advantage. A well-designed lattice is largely empty space — the struts and nodes constitute only a fraction of the total volume. JPL can therefore achieve the required energy-absorption capacity with significantly less material mass than a solid or honeycomb equivalent, a decisive benefit when every gram aboard a Mars-bound spacecraft carries a real cost in propellant and mission complexity.
It is worth being precise about where this technology sits in the broader spaceflight landscape. Metal additive manufacturing is increasingly common in rocket engine components and structural brackets, where it is already a mature, flight-qualified approach. Using a 3D-printed crushable lattice as the primary impact-protection system inside a sample return capsule, however, represents an emerging application. JPL presented this work at AMAA 2026 as an active area of exploration, not a fully flight-qualified heritage technology — a distinction that matters for understanding both its promise and its current readiness level.
What AMAA 2026 Revealed: Findings and Their Limits
The AMAA 2026 presentation confirmed that JPL has demonstrated the 3D-printed titanium lattice concept and is actively exploring these structures as energy attenuators for the Mars Sample Return Earth Entry Vehicle. The powder bed fusion manufacturing process enables the geometric complexity that makes optimized impact protection possible in this application.
What remains ongoing is the full qualification process. Demonstrating that a design concept works under laboratory conditions is a significant achievement; certifying it as flight-ready requires additional steps, including drop tests simulating the actual impact scenario, environmental cycling to verify performance after exposure to the thermal extremes of deep-space transit, and formal flight certification under NASA’s engineering standards. These represent real and substantial remaining milestones, not minor formalities.
The decision to present this work at a major additive manufacturing conference carries its own signal. By sharing the design approach with the broader engineering community, JPL is positioning PBF lattice technology as sufficiently mature to inform design thinking across the field — and potentially to influence standards for future planetary protection applications well beyond Mars Sample Return itself.
One additional layer of context is important for readers following this program. Mars Sample Return as a whole has faced programmatic reviews and significant budget discussions at NASA, and the mission’s overall timeline and architecture remain subject to agency and governmental decisions that extend well beyond JPL’s engineering work. The titanium lattice design is a genuine engineering achievement within that program; whether and when it flies depends on factors that no technical innovation alone can resolve.
Why This Matters Beyond One Mission

If JPL’s 3D-printed lattice approach is fully flight-qualified for the Mars Sample Return Earth Entry Vehicle, it would establish a reusable design template with implications well beyond a single mission. Future asteroid, comet, or outer-planet moon sample return campaigns face similarly unforgiving landing conditions, and a proven PBF lattice architecture could be adapted and rescaled for each of those applications rather than rebuilt from scratch each time.
The cross-disciplinary connections are equally significant. The powder bed fusion techniques and lattice optimization methods JPL is applying to the EEV share fundamental engineering principles with impact-protection research in automotive crash structures, sports protective equipment, and military blast shielding. Advances driven by far larger commercial production volumes in any one of these fields can accelerate progress in the others. Post-processing techniques developed for aerospace-grade additive parts are already transferring across industries in exactly this way.
The scientific stakes behind all of this engineering work deserve to be stated plainly. The rock and regolith cores collected by Perseverance represent the best opportunity yet to search for biosignatures in Martian material — chemical or structural traces that might indicate past biological activity. Analyzing those samples in terrestrial laboratories, with instruments that cannot be miniaturized for robotic missions, could resolve fundamental open questions about the history of liquid water on Mars and the conditions that would have been necessary for life to take hold. The integrity of those samples on landing is therefore not merely a mission-success metric; it is a question with profound consequences for planetary science and astrobiology.
NASA JPL’s titanium lattice work, detailed at AMAA 2026, illustrates how additive manufacturing is quietly becoming a foundational tool for solving problems at the outer edge of what conventional engineering can achieve. The safe return of Mars rocks to Earth — crashing intact through a 110-mph impact that no parachute softens — may prove to be among its most consequential early tests.